
| Home | Build Index | Next Page | Previous Page |
 |
 |
| Boring a cylinder in the 4 jaw. It was tough to get it aligned in the 4 jaw. | To get the alignment, the cylinder was centred on a die holder which was set in the headstock taper to ensure that the bore was machined parallel. The bolting flange was also clocked with a DTI to ensure it was parallel. |
 |
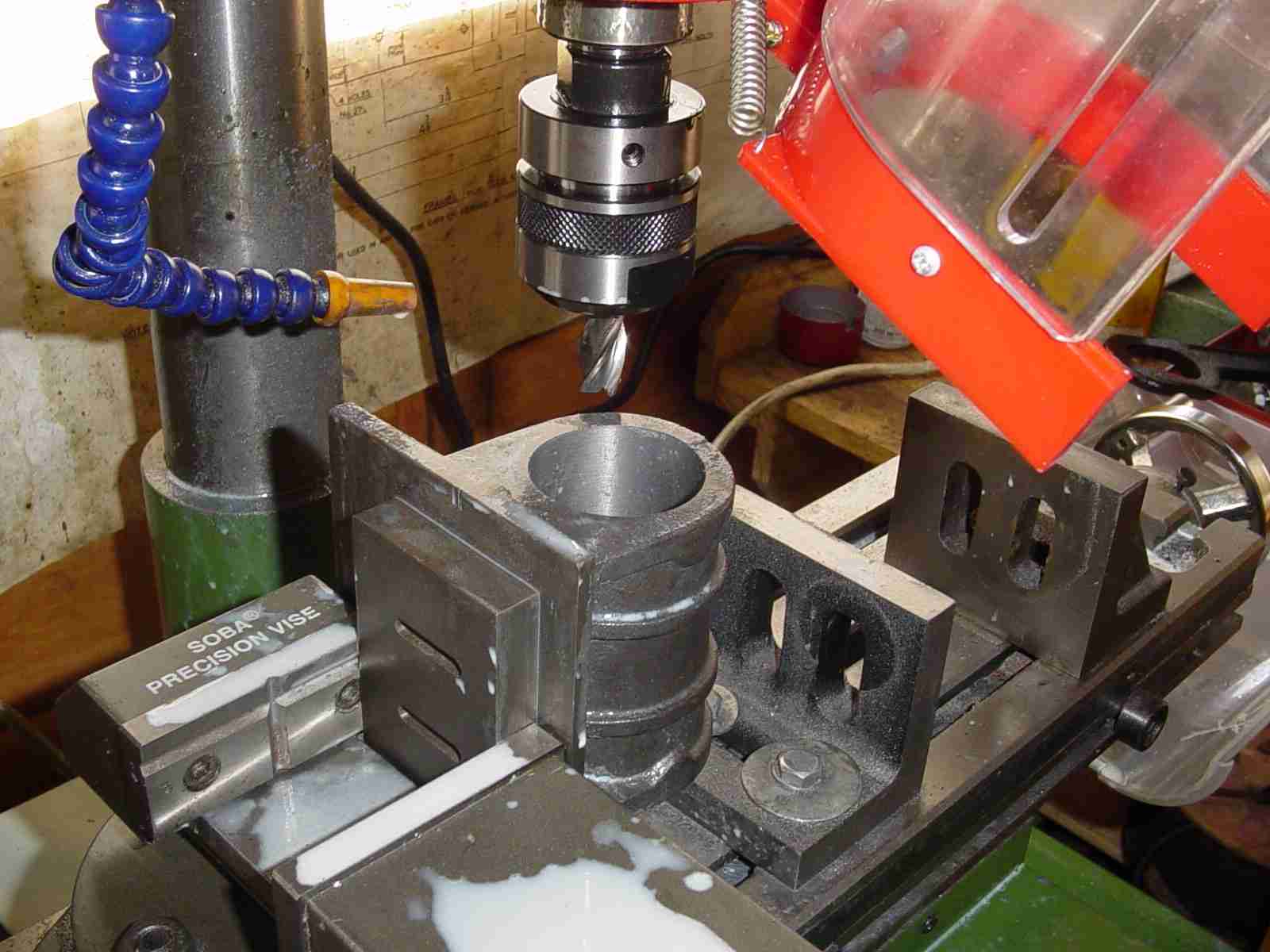 |
| Boring the 2nd cylinder | The piston rod end was machined on the lathe to be perpendicular to the bore, and then the other end milled flat for the covers. |
| Next | Previous | Index | Home |